


ПРИМЕНЕНИЕ ТЕПЛОВОГО МЕТОДА КОНТРОЛЯ В НЕФТЕПЕРЕРАБОТКЕ
Ахундов Ф.Г. (начальник отдела технического надзора НПЗ «Азернефтьяг» Госнефтекомпании Азербайджана)
Стремительное развитие в последнее время методов неразрушающего контроля, все более обширное применение их в производстве в первую очередь как методов выявления дефектов на ранней стадии их развития дает возможность все надежнее предотвращать незапланированные аварийные выходы оборудования из эксплуатации. Один из таких методов – динамично развивающийся тепловой метод контроля.
По сравнению с другими методами тепловой метод в нефтеперерабатывающей промышленности применяется относительно недавно. Как таковых методических указаний по применению его на оборудовании нефтехимического комплекса еще несуществует. Исходя из этого, было принято решение провести термографическое обследование при помощи тепловизора марки ТН-9100 с неохлаждаемой балометрической матрицей производства японской компании NEC в целях выявления наиболее оптимального способа применения данного метода на каком-то конкретном виде оборудования.
Термографическому обследованию (оно проводилось в облачную погоду при температуре воздуха + 29 С°, относительной влажности 60% и скорости ветра 2 м/с) был подвергнут насосный парк установки первичной перегонки нефти ЭЛОУ-АВТ-2.
Эксплуатация ее характеризовалась следующими параметрами:
Q = 102 м3/ч; р = 12,2кгс/см2;
n = 2965 об/мин;
перекачиваемый продукт – дизельное топливо с t = 242,3 C°.
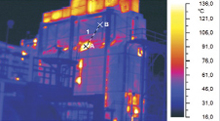
При этом на корпусе насоса марки SULZERZE-80-3400 (рис. 1) в частях опоры подшипников был обнаружен ненормативный перегрев поверхности (рис. 2), не типичный для данной части насоса и превосходящий нормативный предел (согласно ОТУ-78 пункт 2.5.8, температура подшипникового узла не должна превышать 60 С°).
 |
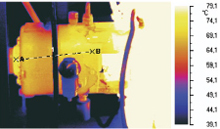 |
Рис. 1. Общий вид обследуемого насоса. |
Рис. 2. Термограмма поверхности насоса. |
 |
 |
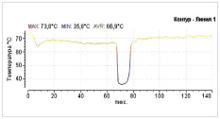
Рис. 3. Линейный профиль термограммы. |
Рис. 4а. Поврежденные внутренние кольца подшипников качения – переднего. |
 |
 |
Рис. 4б. Поврежденные внутренние кольца подшипников качения – заднего. |
Рис. 5. Внешний вид буферной емкости. |
Температура охлаждающей жидкости на входе в систему охлаждения насоса согласно регламенту должна быть не более 25-30 С°. Анализируя линейный профиль термограммы, на которой отчетливо видно падение температуры охлаждающей жидкости до значения, указанного в регламенте по эксплуатации насосного агрегата (рис. 3), отклонения или нарушения нормальной функции системы охлаждения обнаружено не было.
На основании термографического исследования сделано предположение, что у данного насоса, вероятнее всего, вышли из строя подшипники качения. Наши предположения косвенно подтверждались «металлическим» шумом, производимым насосом. Для устранения причин было принято решение об остановке насоса и его детальной проверке. В результате наши предположения полностью подтвердились: дефектными, а правильней сказать, пришедшими в аварийное состояние, оказались внутренние кольца подшипников качения (рис. 4), из-за чего происходил недопустимый сверхнормативный нагрев подшипников, который, в свою очередь, оказывал температурное воздействие на корпус насоса. В результате возникала реальная угроза возгорания насосного агрегата.
Следующим объектом исследования стала буферная емкость D-301 (рис. 5) этой же установки вместимостью 9000 л с рабочим давлением 1,0 кгс/см2 и температурой продукта (техническая вода) + 90 С°. Данная емкость является буферной емкостью для сбора технической воды, используемой для охлаждения теплообменного узла Е-303АВ. Цель исследования заключалась в определении точности работы механических и электронных уровнемеров марок LT-311 IZIZZEB-DEA и LG-311 SRG-1, установленных на этом сосуде их ремонта. После получения термографического изображения геометрически была определена термическая ватерлиния (рис. 6) и вычислен объем содержащиеся в емкости на данный момент воды. Полученные данные и показания уровнемеров совпали. Следующим этапом исследования стала технологическая печь атмосферного блока (рис. 7) по подогреву нефти на установке первичной перегонки нефти ЭЛОУ-АВТ 2.
- Производительность печи млн т в год: 2;
- Температура в камере радиации, °С: 850;
- Температура в камере конвекции, °С: 343;
- Число потоков: 4;
- Число форсунок: 10;
- Изоляция печи: керамический фибер толщиной 76,2 мм;
- Габаритные размеры печи, мм.: 3160×13735×12287.
 |
 |
Рис. 6. Термограмма буферной емкости. |
Рис. 7. Технологическая печь атмосферного блока. |
 |
 |
Рис. 8. Термограмма технологической печи. |
Рис. 9а. Вид печи с северной стороны. |
 |
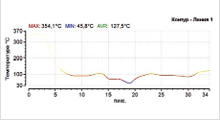 |
Рис. 9б. Термограмма печи. |
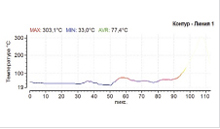
Рис. 9в. Профиль термограммы. |
При проведении термографической съемки (рис. 8) в сентябре 2008 года (печь эксплуатировалась при температуре воздуха +300С, относительной влажности 70 %, расстояние до объекта составляло 20 м, угол измерения − 300) были выявлены значительные зоны повышенной температуры в различных частях печи (рис. 10, 11). По состоянию аномальных зон, с учетом длительного срока эксплуатации без капитального ремонта (установка введена в эксплуатацию в 1994 году) и превышению температур на поверхности печи было сделано предположение, что частично изоляционный слой разрушен со всех сторон. На основании термограмм и их анализа были разработаны рекомендации по устранению данных дефектов. В январе-феврале 2009 года на данной установке был проведен капитальный ремонт, в том числе и технологической печи. Все выводы, сделанные при обследовании печи в сентябре, были подтверждены визуально (рис. 11) при составлении отбраковочных актов.
 |
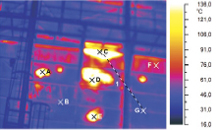 |
Рис. 10а. Вид западной стены печи. |
Рис. 10б. Термограмма печи. |
 |
 |
Рис. 10в. Профиль термограммы. |
Рис. 11а. Фото из отбраковочного акта печи. |
 |
|
Рис. 11б. Фото из отбраковочного акта печи. |
ТЕПЛОВИЗОР NEC R300SR
 Тепловизор NEC R300SR отлично подойдет для мониторинга зданий, диагностики разнообразных объектов электроэнергетики и научных исследований. Тепловизор имеет возможность вести непрерывную запись в инфракрасном и видимом диапазонах. Также тепловизор NEC R300SR имеет функцию записи панорамных термограмм.
Тепловизор NEC R300SR отлично подойдет для мониторинга зданий, диагностики разнообразных объектов электроэнергетики и научных исследований. Тепловизор имеет возможность вести непрерывную запись в инфракрасном и видимом диапазонах. Также тепловизор NEC R300SR имеет функцию записи панорамных термограмм.
Профессиональная модель "премиум" класса - тепловизор NEC R300SR обладает повышенной точностью, позволяет решать на самом высоком метрологическом уровне разнообразные исследовательские и научные задачи. Также тепловизор NEC R300SR может применяться в нефтегазовой, металлургической и авиационной отраслях.
Более подробное описание модели Тепловизор NEC R300SR...
Рассмотренные случаи не претендуют на 100 %-ное выявление дефектов на данном оборудовании, но все же это еще один шаг в сторону раннего обнаружения дефектов и своевременного их устранения, способствующих увеличению срока эксплуатации оборудования и соответственно сокращению расходов на капитальный ремонт.
ПРИМЕНЕНИЕ ТЕПЛОВОГО МЕТОДА КОНТРОЛЯ В НЕФТЕПЕРЕРАБОТКЕ (в PDF формате)